
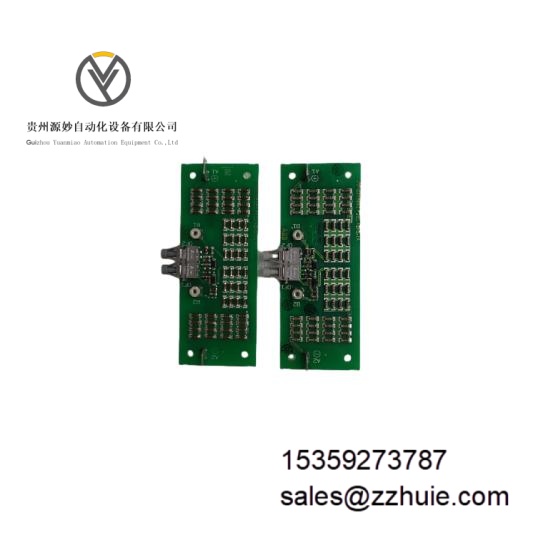
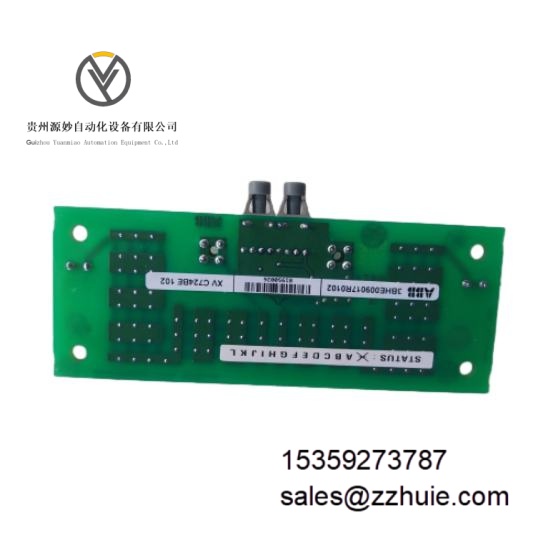
ABB XVC724BE102 3BHE009017R0102紧凑型工业视觉控制器

ABB XVC724BE102 3BHE009017R0102紧凑型工业视觉控制器
产品说明
ABB XVC724BE102 3BHE009017R0102 是一款紧凑型工业视觉控制器,专为中低速自动化生产线的视觉检测与引导任务设计。该产品通过集成高性能图像处理芯片与专用视觉算法,能够快速处理工业相机采集的图像,实现物体识别、尺寸测量、缺陷检测等功能,并可与 PLC、机器人等设备协同工作,有效提升生产过程的自动化与智能化水平。

具体参数
图像处理能力:支持最高 4K 分辨率图像处理,帧率 25fps
处理器:四核 ARM 处理器,主频 2.0GHz
内存:8GB RAM,32GB Flash
通信接口:1 个千兆以太网接口,2 个 USB 3.0 接口,1 个 RS - 485 接口,1 个 CAN 总线接口
供电电压:24V DC(±15%)
功耗:≤35W
工作温度:0℃ - 50℃
存储温度:-20℃ - 70℃
防护等级:IP20
尺寸:150mm×100mm×50mm
重量:约 0.8kg
产品性能
高效图像分析:四核 ARM 处理器搭配专用视觉算法,能够快速完成 4K 图像的分析处理,满足中低速生产线实时检测需求,检测精度可达 0.1mm,确保产品质量检测的准确性。
多设备集成:丰富的通信接口支持与多种工业设备无缝连接,通过以太网可实现与上位机的高速数据传输,RS - 485 和 CAN 总线接口便于与 PLC、传感器等设备通信,实现视觉系统与生产线的协同控制。
稳定可靠运行:采用工业级设计标准,具备良好的抗电磁干扰能力,在复杂工业环境下仍能稳定工作。同时,产品经过严格测试,具有过压、过流保护功能,降低设备故障风险,延长使用寿命。
灵活编程调试:支持图形化编程界面与多种编程语言,用户可根据实际需求快速开发视觉检测程序;内置调试工具方便工程师进行现场调试与参数优化,缩短项目部署周期。
低功耗设计:功耗≤35W,相比同类产品能耗更低,有效降低使用成本,且产生热量少,无需额外散热装置,适合对功耗和空间有要求的应用场景。
应用领域
制造业
食品饮料
包装行业
木材加工
小型零部件生产
Leave Your Message
标签form报错:该表单下没有新增表单字段。Products categories
-

ABB REC650 1MRK008514-AB 数字式间隔控制与保护终端
-
ABB TB82PH2110101 2线制pH/ORP/pION变送器
-

ABB RET670 1MRK002816-AG 数字式变压器保护与控制终端
-

ABB REM543CG214AAAA 数字式发电机保护与管理终端
-

ABB REM543CG212AAAA 数字式电机保护与管理终端
-

ABB HAC807B101 3BHE039221R0101 模拟输入终端单元
-

ABB GCC960C102 3BHE033067R0102 电机驱动器模块
-

ABB GCC960B101 3BHE025883R0101变频器配套控制器模块
-

ABB KSD211B101 3BHE022455R1101 输入耦合单元模块
-
ABB SACO16D1-AA 数字报警显示器单元